











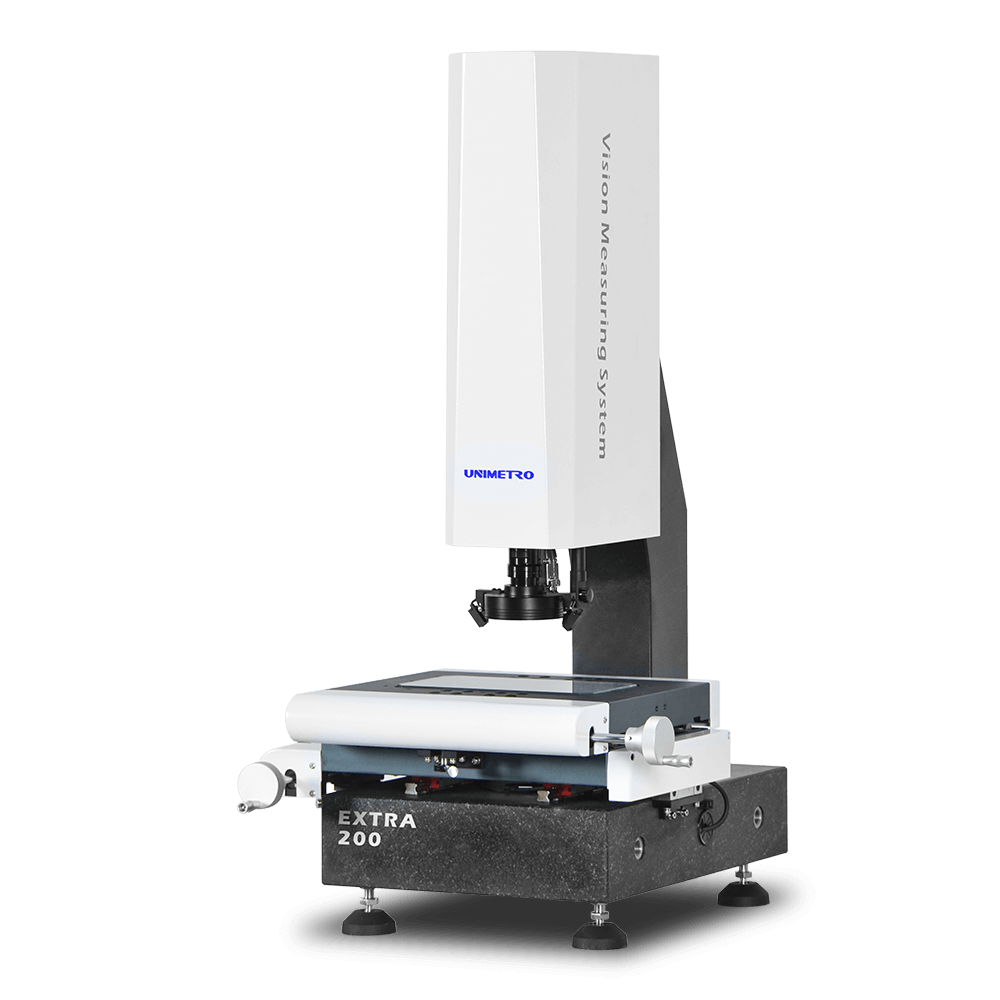
測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um
測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um

測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um

測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um
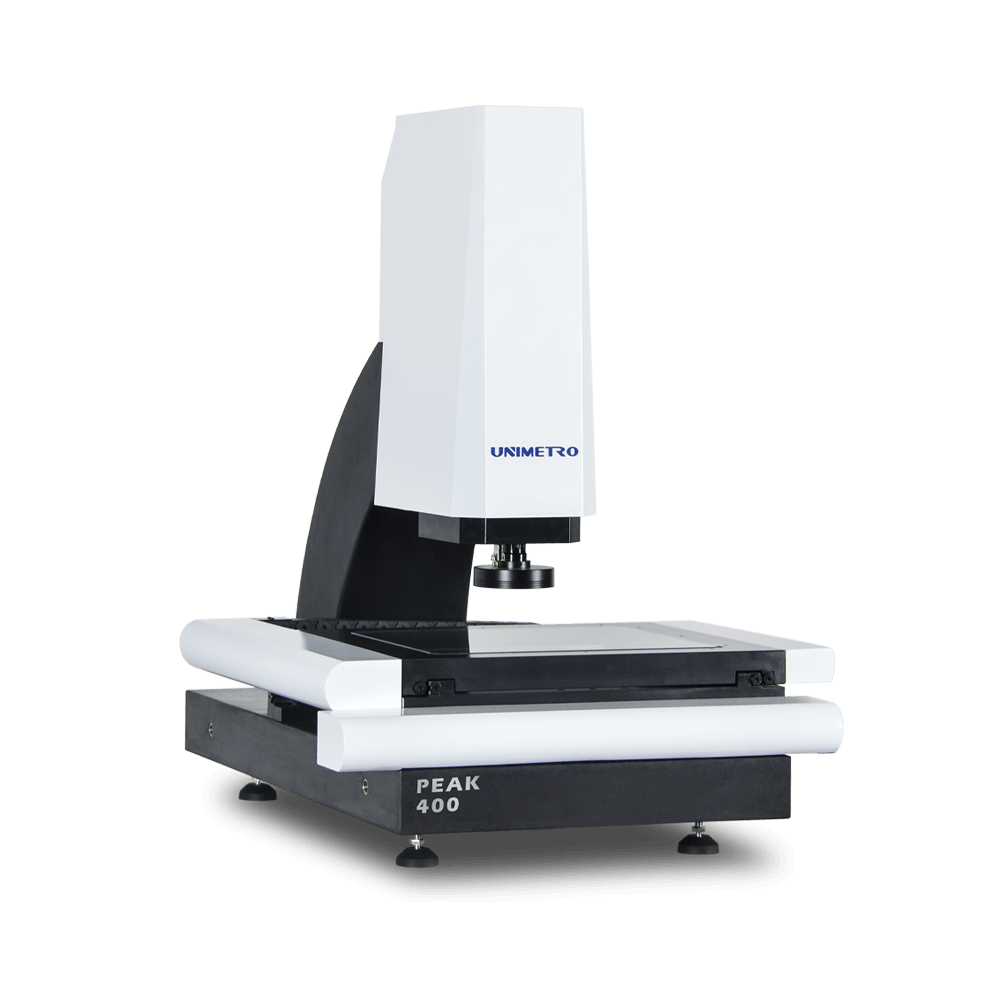
測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

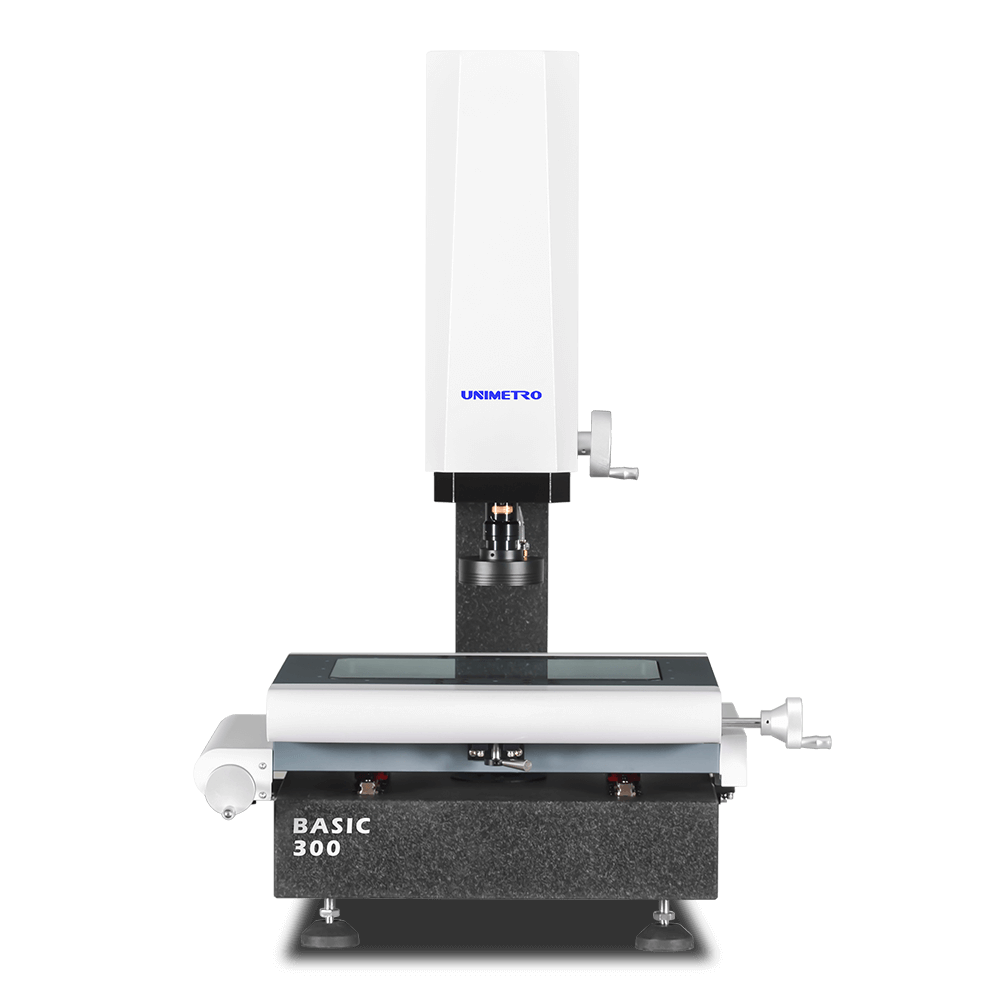
測量精度
2.5+L/100重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um
測量精度
2.5+L/100重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/100重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/100重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
25.2~158.4X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.1um

測量精度
重復(fù)精度
總放大倍率
物方視場
工作距離
光柵尺解析度


導(dǎo)航×
新聞資訊
News時間:09-15 2023 來自:祥宇精密
一、刀具測量儀的測量原理
刀具測量儀的測量原理主要基于光學、機械和電子技術(shù)。一般來說,刀具測量儀都采用非接觸式測量方式,主要分為以下幾個步驟:
掃描:刀具測量儀的掃描裝置會對待測刀具進行全方位的掃描。掃描過程中,激光束或機械臂會精確地移動,以獲取刀具表面的三維坐標數(shù)據(jù)。
數(shù)據(jù)采集:掃描完成后,刀具測量儀會將這些三維坐標數(shù)據(jù)采集至計算機中。這些數(shù)據(jù)包括刀具的形狀、尺寸、角度等信息。
數(shù)據(jù)處理:計算機通過對采集到的數(shù)據(jù)進行處理和分析,對比數(shù)據(jù)庫中的標準參數(shù),判斷刀具的精度是否符合要求。
結(jié)果輸出:最后,計算機將分析結(jié)果輸出,以供操作人員或生產(chǎn)系統(tǒng)使用。根據(jù)需要,結(jié)果可以以圖形、數(shù)據(jù)等形式顯示。

二、刀具測量儀的應(yīng)用
刀具測量儀在工業(yè)生產(chǎn)領(lǐng)域具有廣泛的應(yīng)用,主要集中在以下幾個方面:
精度檢測:通過使用刀具測量儀,生產(chǎn)廠家可以快速、準確地檢測出刀具的精度是否達標,有效避免了產(chǎn)品不良率的出現(xiàn),同時也降低了質(zhì)量檢測的成本。
生產(chǎn)控制:在生產(chǎn)過程中,實時使用刀具測量儀可以對生產(chǎn)過程中的刀具狀態(tài)進行監(jiān)控,及時發(fā)現(xiàn)不良品,避免造成更大的損失。
預(yù)防性維護:通過對刀具的定期測量,可以及時了解刀具的磨損情況,有效預(yù)防因刀具過度磨損而引發(fā)的生產(chǎn)事故。
研發(fā)與調(diào)試:在研發(fā)和調(diào)試階段,使用刀具測量儀可以快速準確地獲取刀具的實際參數(shù),為優(yōu)化設(shè)計和生產(chǎn)工藝提供有力的支持。
三、使用刀具測量儀的注意事項
雖然刀具測量儀具有很高的精度和便捷的使用方式,但在使用過程中還是需要注意以下事項:
正確操作:使用前應(yīng)詳細閱讀說明書,按照規(guī)定的操作步驟進行測量。避免因誤操作導(dǎo)致測量結(jié)果不準確或損壞設(shè)備。
定期校準:為確保測量結(jié)果的準確性,應(yīng)定期對刀具測量儀進行校準。一般來說,校準周期應(yīng)根據(jù)實際使用頻率和刀具的類型來確定。
保養(yǎng)維護:使用過程中要保持刀具測量儀的清潔和干燥,避免因灰塵、水汽等因素影響設(shè)備的精度和使用壽命。
數(shù)據(jù)處理:對于采集到的數(shù)據(jù),應(yīng)進行合理的分析和處理,以便提取出有用的信息,為生產(chǎn)和管理提供支持。






400-801-9255
聯(lián)系人:張小姐
電 話:0769-8160-1125
郵 箱:dgxycmm@163.com
-
產(chǎn)品服務(wù)
-
解決方案
-
視頻中心
-
新聞資訊
-
關(guān)于我們
 微信咨詢詳情
微信咨詢詳情
- 400 801 9255
- 7*24小時客服電話




