











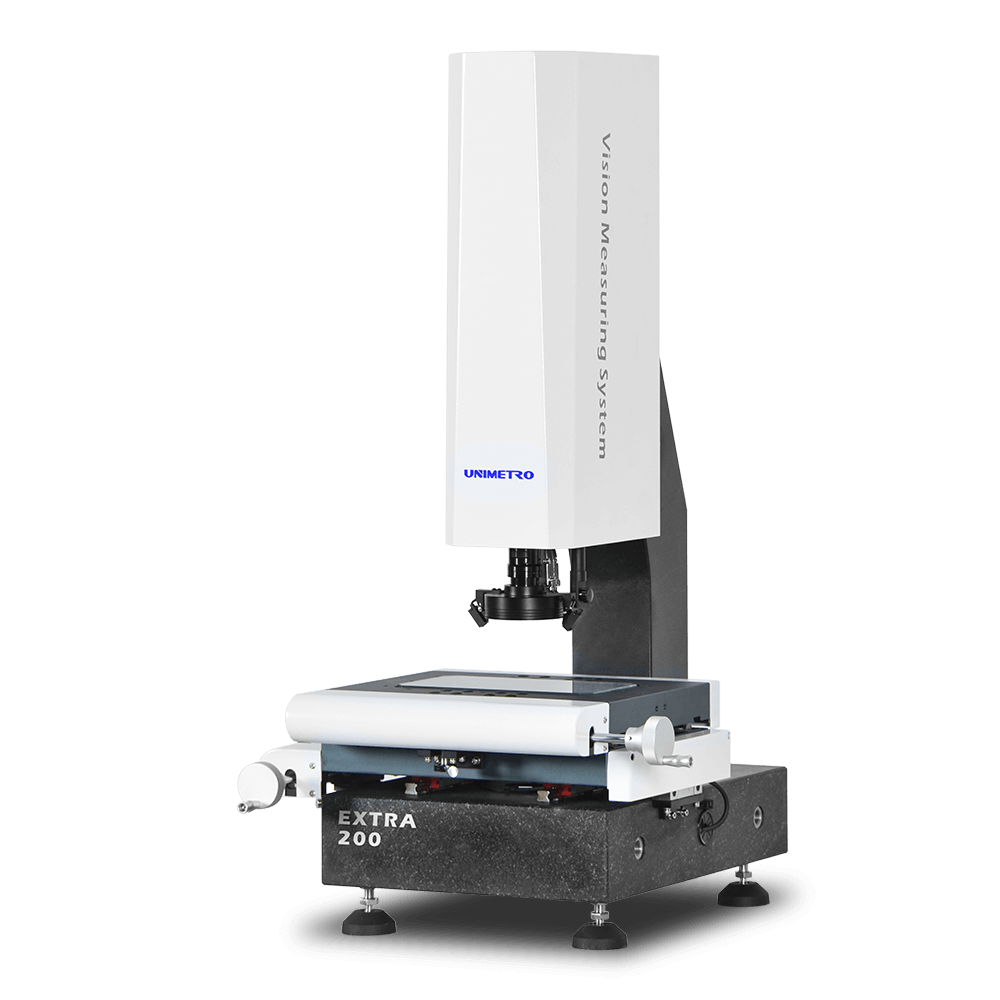
測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um
測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um

測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um

測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um
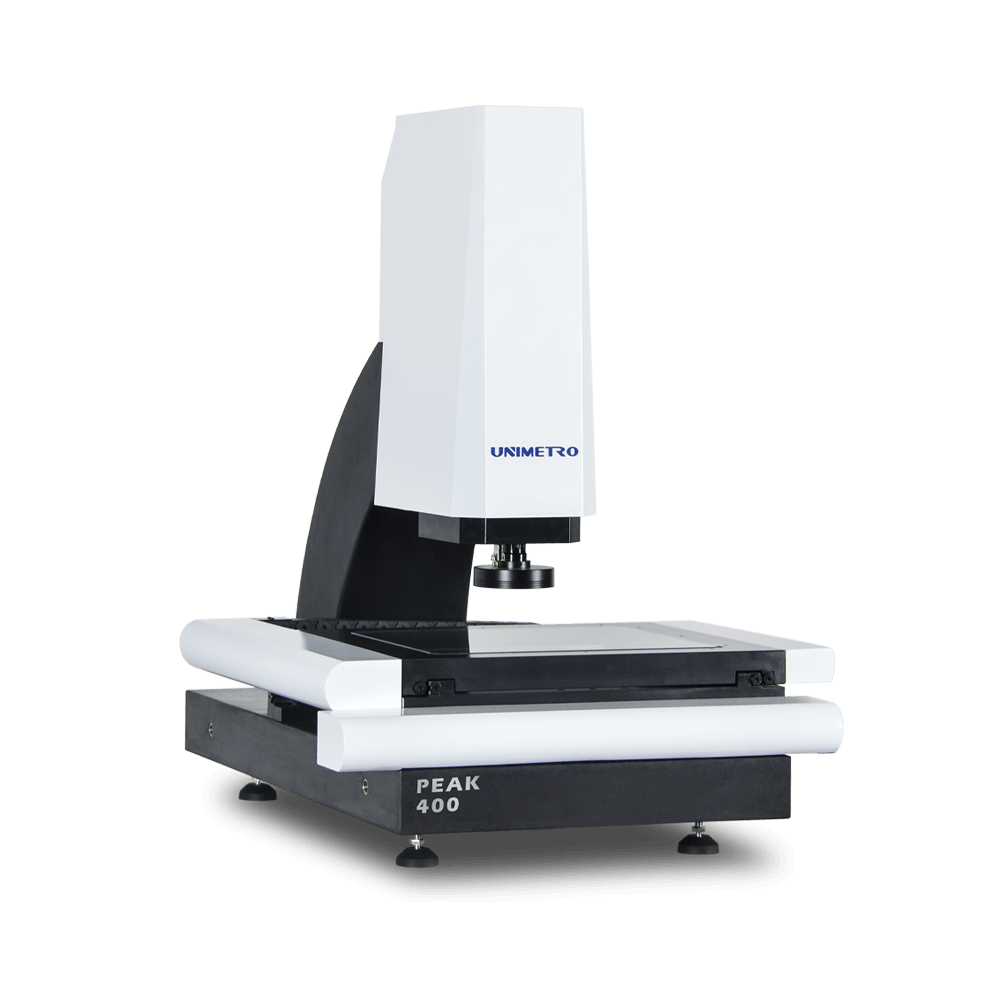
測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

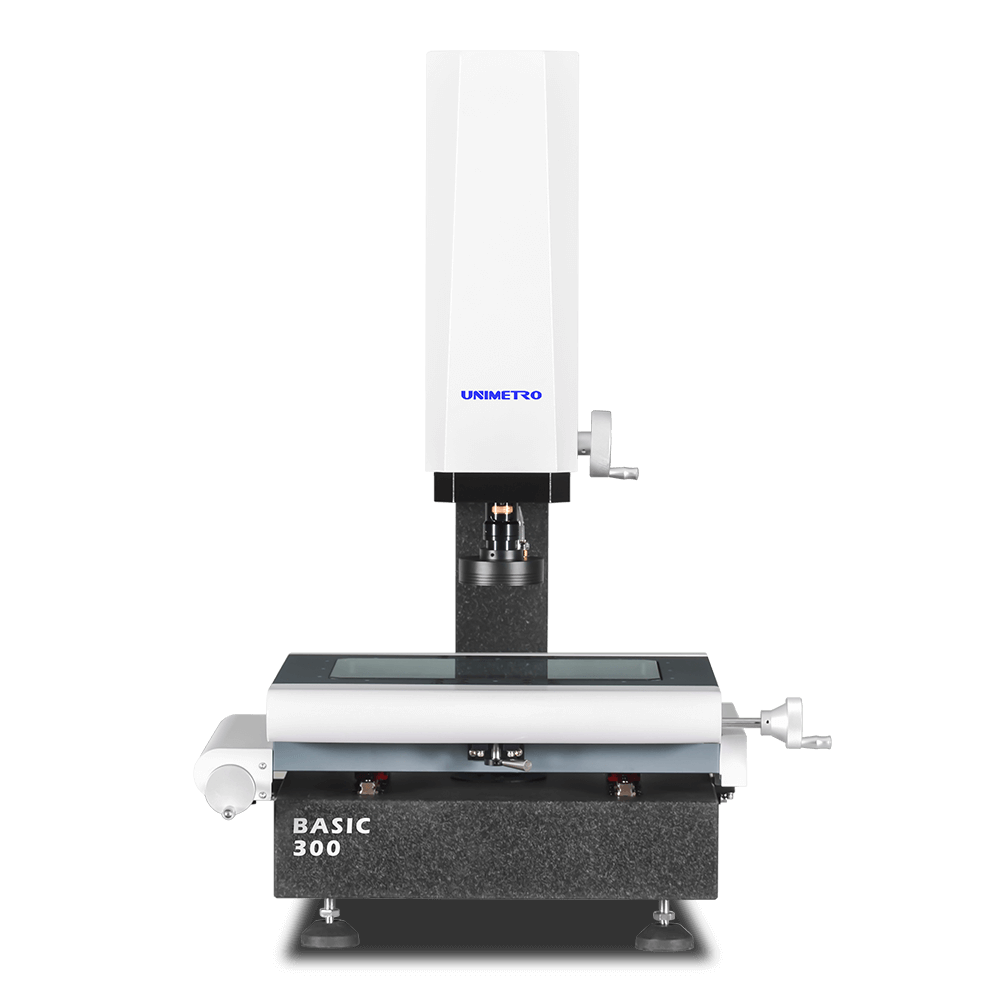
測量精度
2.5+L/100重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um
測量精度
2.5+L/100重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/100重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/100重復(fù)精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復(fù)精度
2.5um總放大倍率
25.2~158.4X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.1um

測量精度
重復(fù)精度
總放大倍率
物方視場
工作距離
光柵尺解析度


導(dǎo)航×
新聞資訊
News時(shí)間:04-01 2024 來自:祥宇精密
一、設(shè)備本身的性能
刀具測量儀的精度首先取決于設(shè)備本身的性能。這包括儀器的設(shè)計(jì)、制造工藝和使用的材料等多個(gè)方面。優(yōu)質(zhì)的刀具測量儀通常采用高精度傳感器、優(yōu)質(zhì)的光學(xué)系統(tǒng)和穩(wěn)定的機(jī)械結(jié)構(gòu),以確保測量結(jié)果的準(zhǔn)確性。
二、環(huán)境條件
環(huán)境因素對刀具測量儀的測量精度也有很大影響。例如,溫度、濕度、振動(dòng)和灰塵等環(huán)境因素都可能導(dǎo)致測量誤差。因此,使用刀具測量儀時(shí)應(yīng)盡量保持室內(nèi)恒溫、恒濕,并遠(yuǎn)離振動(dòng)源和灰塵較多的區(qū)域。
三、測量方法
不同的測量方法可能會(huì)產(chǎn)生不同的測量誤差。因此,選擇合適的測量方法對于提高刀具測量儀的精度至關(guān)重要。在實(shí)際應(yīng)用中,應(yīng)根據(jù)刀具的類型、尺寸和精度要求選擇合適的測量方法,如接觸式測量或非接觸式測量。
四、操作人員技能
操作人員的技能水平也是影響刀具測量儀測量精度的重要因素。一個(gè)經(jīng)驗(yàn)豐富的操作人員能夠更準(zhǔn)確地調(diào)整儀器、設(shè)置參數(shù)和讀取數(shù)據(jù),從而減小測量誤差。因此,定期對操作人員進(jìn)行培訓(xùn)和技能提升是非常必要的。
五、刀具本身的質(zhì)量
被測量的刀具本身的質(zhì)量也會(huì)影響測量精度。例如,刀具表面的粗糙度、磨損程度和熱變形等因素都可能導(dǎo)致測量誤差。因此,在使用刀具測量儀進(jìn)行測量前,應(yīng)對刀具進(jìn)行必要的預(yù)處理和檢查,確保其表面質(zhì)量和狀態(tài)符合測量要求。
六、軟件算法
現(xiàn)代刀具測量儀通常配備有專業(yè)的測量軟件,用于數(shù)據(jù)處理和結(jié)果展示。軟件的算法和數(shù)據(jù)處理能力也會(huì)對測量精度產(chǎn)生影響。優(yōu)秀的軟件算法能夠更準(zhǔn)確地識別刀具特征、提取測量數(shù)據(jù)并進(jìn)行誤差補(bǔ)償,從而提高測量精度。
七、校準(zhǔn)和維護(hù)
定期校準(zhǔn)和維護(hù)對于確保刀具測量儀的測量精度至關(guān)重要。校準(zhǔn)可以檢查和修正儀器的誤差,確保其處于最佳工作狀態(tài)。而定期的維護(hù)則能夠保持儀器的清潔、潤滑和穩(wěn)定性,延長使用壽命并減少測量誤差。






400-801-9255
聯(lián)系人:張小姐
電 話:0769-8160-1125
郵 箱:dgxycmm@163.com
-
產(chǎn)品服務(wù)
-
解決方案
-
視頻中心
-
新聞資訊
-
關(guān)于我們
 微信咨詢詳情
微信咨詢詳情
- 400 801 9255
- 7*24小時(shí)客服電話
 粵公網(wǎng)安備 44190002005224號 粵ICP備11041273號 Sitemap
粵公網(wǎng)安備 44190002005224號 粵ICP備11041273號 Sitemap 


